EM活用事例
廃水処理における大幅なコスト削減に成功
オレンジウォークタウン, ベリーズ

ビジネス概要
Belize Sugar Industries株式会社(BSI)は1967年以来、ベリーズのオレンジウォークタウンで砂糖を生産しています。BSIは年間約130万トンのサトウキビを加工しており、廃水を管理するためのサステイナブルな解決策を模索していました。
さらに、膨大な量の電力を消費する通気システムを使用していたため、コスト削減も望んでいました。

EMの活用
職員たちはEM・1を活性化させ、EM活性液は現場に常備しており、週に一度のペースで砂糖の加工工場から出る廃水に使用しています。
問題点
BSIは廃水処理池内の硫化水素とアンモニアガスから起こる悪臭、そして近くの河川に生息する魚や水生生物を殺してしまう汚染問題を抱えていました。
また、廃水中のCOD(※1)やBOD(※2)の問題にも直面していました。
※1.化学的酸素要求量(COD=Chemical Oxygen Demand)
水中の被酸化性物質を、酸化するために必要とする酸素量で示したもの。
※2.生物化学的酸素要求量(BOD=Biochemical Oxygen Demand)
河川水や工場排水中の汚染物質(有機物)が微生物によって無機化あるいはガス化されるときに必要とされる酸素量のことで、単位は一般的にmg/Lで表します。 この数値が大きくなれば、水質が汚濁していることを意味します。

結果
EMを1年間使用した結果、以下の効果がありました。1.悪臭の制御
2.ハエの減少
3.エアレーション(※3)による、維持費の削減
4.廃水処理池の管理のための人件費削減
5.廃水処理にかかる労働時間の短縮
6.廃水中のCOD(※1)、BOD(※2)、ヘドロ、および他の物理的・化学的指数が改善
※3.汚水処理の最も基本的な方法。消毒のために水を泡立たせたりして空気にさらす浄水方法で、浄水場や下水処理場、河川などでも行われています。


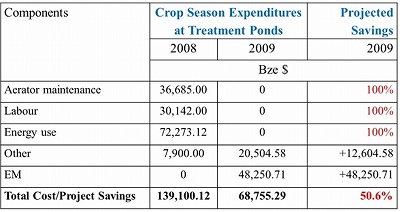
コスト管理比較表(ベリーズ$)
EM使用後→50%のコスト削減に成功
(2018年7月更新)